Sudura argon
Sudura argon – procedeul TIG WIG
Sudarea TIG/WIG este un procedeu de sudare cu arcul electric in mediu de gaz protector inert cu electrod nefuzibil.
Principiul procedeului este ilustrat in poza de mai jos.
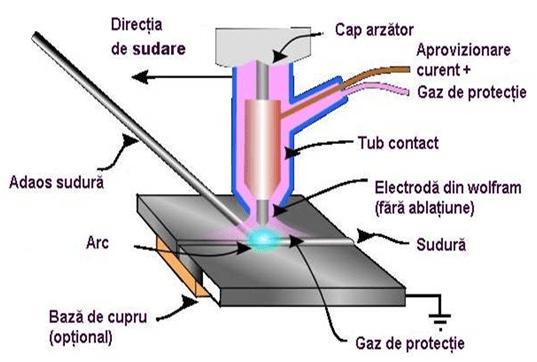
Arcul electric este amorsat intre un electrod nefuzibil si piesa de sudat. Simbolizarea procedeului rezultă din initialele denumirii engleze Wolfram-lnert-Gas.
Exemple de aparate de sudura in argon, marca Velt (230V):
- pentru inox si otel: Velt TIG/MMA 180 Invertor Sudura DC IGBT, Velt TIG/MMA 250 Invertor Sudura DC IGBT
- pentru aluminiu: Velt Digital WSME 250 Invertor 230V TIG/MMA (AC/DC) Aluminiu
Sudarea TIG/WIG se efectuează cu sau fără material de adaos introdus sub formă de sarmă, in curent continuu sau alternativ, sursa de sudare avand caracteristică externă căzătoare. Procedeul poate fi aplicat in varianta manuală, semimecanizată, mecanizată sau automatizată.
Sudarea TIG/WIG (sudura argon) are un grad inalt de universalitate, putand fi aplicată pentru imbinarea practic a oricăror materiale metalice. Este posibilă efectuarea sudării in orice pozitie, grosimea minimă sudabila fiind de cca. 0,5 mm.
Procedeul de sudare TIG/WIG se caracterizează printr-o calitate excelentă, datorată in bună măsură protectiei oferite de gazul inert (argon). Trecerea materialului de adaos prin arcul electric se face practic fără stropi. Materialul de adaos nefiind conectat in circuitul electric de sudare, el nu este transferat prin spatiul arcului electric, ci doar topit de acesta. Astfel, există posibilitatea controlului independent al sursei termice si al introducerii de material de adaos. Sudura argon nu este acoperită cu zgură si, ca atare, nu este necesară o curătare a imbinării sudate. Procedeul permite un control excelent asupra modului de formare a rădăcinii sudurii.
Sudarea WIG (sudura argon) prezintă insă o serie de inconveniente si anume coeficient de depunere mic si, ca urmare, productivitate redusă, pretentii mai inalte privind pregătirea operatorului si dificultăti de asigurare a protectiei gazoase in spatii deschise.
Amorsarea arcului electric se face uzual prin ionizarea spatiului dintre electrod si piesă cu ajutorul unei descărcări de inaltă tensiune si inaltă frecventă. Este posibilă, de asemenea, amorsarea arcului prin scurtcircuitarea electrodului de piesă. O astfel de solutie poate conduce insă la contaminarea electrodului nefuzibil cu metal de bază si, ca efect, la scăderea temperaturii sale de topire. In acelasi timp este posibilă impurificarea metalului de bază cu wolfram.
De aceea, la anumite materiale de bază (de exemplu metale neferoase sau reactive) se interzice amorsarea prin scurtcircuitare.
După amorsare este favorabilă o incălzire a electrodului nefuzibil inainte de sudarea propriu-zisă, folosind o placă din wolfram sau cupru.
Asa cum s-a mentionat deja, sudarea se poate efectua atat in curent continuu, cat si in current alternativ. Pentru asigurarea stabilitătii arcului in curent alternativ este necesară suprapunerea impulsurilor de inaltă tensiune peste curentul de sudare.
Alegerea diametrului electrodului de wolfram in functie de grosimea piesei.
| Grosimea piesei (mm) | 2 | 2 – 5 | 5 – 8 | 8 – 12 | 12 |
| Diametrul electrodului de wolfram (mm) | 1.6 | 2.4 – 3.2 | 3.2 – 4 | 4 – 5 | 5 – 6.4 |
Avantajele sudarii WIG (sudura argon):
– calitate foarte buna a îmbinării sudate, cu gradul de puritate ridicat şi fără defecte în îmbinare.
– universalitate foarte mare, sudându-se practic toate materialel metalice
– absenţa zgurii de pe cusătură.
– absenţa stropilor la sudare.
– posibilitatea sudării tablelor subţiri (sub 1 mm până la 0,5 mm).
Dezavantajele sudarii WIG (sudura argon):
– productivitate scăzută, rata depunerii mică;
– viteză de sudare mică;
– cost ridicat al sudării;
– instalaţii de sudare scumpe.
– necesită un operator sudor cu calificare superioară, deoarece calitatea depinde exclusiv de operator.
Pregatirea electrodului:
Ascuţirea electrodului depinde de natura şi polaritatea curentului. La sudarea în polaritate directă DC- vârful electrodului se ascute conic (α = 30˚), la sudarea în polaritate inversă CC + se ascute tronconic, iar la sudarea în curent alternativ AC se ascute semisferic. Ascuţirea electrozilor se face prin polizare, cu electrodul tangent la circumferinţa pietrei, pentru obţinerea rizurilor de rugozitate. Cu cât rugozitatea suprafeţelor e mai mică cu atât creşte stabilitatea arcului şi se reduce uzura electrodului.
Electrozii din wolfram aliaţi cu thoriu şi zirconiu îşi măresc refractaritatea şi emisia termoelectronică prezentând avantajele:
– scade uzura termică a electrodului, la acelaşi diametru al electrodului ;
– se poate folosi o intensitate mai mare a curentului de sudare ;
– stabilitatea arcului electric este îmbunătăţită prin creşterea emisiei termoelectronice ;
Electrozii de wolfram trebuiesc bine protejaţi mai ales la temperatura ridicată a arcului electric. De aceea, după stingerea arcului electric jetul de gaz inert trebuie să mai acopere electrodul pentru evitarea oxidarii acestuia.
Electrozi nefuzibili
Se realizează din wolfram prin adaugarea unor oxizi (toriul, lantanul, ceriul, zirconiu si mai nou metale rare), având în vedere caracteristicile acestora, caracteristici ce asigură o reducere a uzurii electrodului în timpul sudării, concomitent cu o îmbunătăţirea unor caracteristici de funcţionare
Electrozi de wolfram au temperatura de topire 35000C iar otelul are temperatura de topire 15000C
Compozitia chimică a electrozilor nefuzibili pentru sudare:
ontinuu, cat si curent alternativ (CC – CA), in curent alternativ au o buna stabilitate a arcului si durata de viata mai buna decat ceilalti electrozi nefuzibili.
| Materialul electrod nefuzibil, adios de oxizi[%] | Simbolizare | Culoare | Observatii | ||
| Wolfram | WP | verde | Se foloseste atat in curent continuu, cat si curent alternativ (CC – CA) | ||
| Wolfram cu oxid de toriu | WT 4
WT 10 WT 20 WT 30 WT40 |
Albastru
Galben Rosu Violet portocaliu |
Se foloseste doar in curent continuu(CC), cu cresterea continutul de ThO2 se imbunatatesc caracteristicile de amorsare, durata de viata si curentul maxim suportat. | ||
| Wolfram cu oxid de zirconium | WZ 3
WZ 8 |
Brun
Alb |
Se foloseste atat in curent continuu, cat si curent alternativ (CC – CA): WZ 3 – sudare in CA iar WZ 8 – sudare si CC – CA. | ||
| Wolfram cu oxid de lantan | WL 10 | Negru | Se foloseste atat in curent continuu, cat si curent alternativ (CC – CA), se utilizeaza la sudarea cu plasma. | ||
| Wolfram cu oxid de cesiu | WC 20 | Gri | |||
| Wolfram cu metale rare | WS 20
|
Turcoaz
|
Se foloseste atat in curent continuu, cat si curent alternativ (CC – CA), in curent alternativ au o buna stabilitate a arcului si durata de viata mai buna decat ceilalti electrozi nefuzibili. | ||
Click pentru a vedea Proba practica pentru sudura argon.