 Taierea cu plasma, este in prezent unul dintre cele mai folosite procedee de taiere, atunci cand vine vorba de realizarea de lucrari care presupun taierea de materiale matalice.
Taierea cu plasma, este in prezent unul dintre cele mai folosite procedee de taiere, atunci cand vine vorba de realizarea de lucrari care presupun taierea de materiale matalice.
Dupa cum se stie , exista trei stari de agregare a materiei; solida, lichida si gazoasa. Insa exista si a patra stare de agregare si aceea este plasma.
Plasma sau jetul de plasma realizat de echipamentele de taiere (debitare), se obtine prin constrangerea unui arc electric facut intre un electrod si o duza de cupru, acesta fiind impins printr-un orificiu de dimensiuni cuprinse intre 0.5 – 1.5mm, cu ajutorul aerului comprimat de la compresor, sau a unor gaze tehnice, azot, argon, hidrogen, heliu numite si gaze plasmagene.
In practica exista mai multe metode de utilizare a aparatelor de taiere (debitare) cu plasma:
- debitare manuala( pistoletul de taiere este manipulat de un operator uman);
- folosirea de mese de taiere CNC;
Utilizand un echipament manual de taiere, folosind aer comprimat, putem debita materiale precum oteluri aliate, slab aliate, oteluri inoxidabile si aluminiu.
Avantajele aparatelor de taiere cu plasma folosind aer comprimat sunt:
- cost redus de achizitie;
- costuri mici pentru consumabile;
- productivitate ridicata
- folosirea aerului comprimat (compresor);
- libertatea de miscare si utilizare a pistoletului (tortei) de taiere, atunci cand vine vorba de executia de debitari,in pozitii de taiere dificile;
- posibilitatea de lucru la inaltime, sursele de taiere avand gabarit redus;
- nu necesita o experienta foarte mare a operatorului;
- posibilitate de alimentare atat la reteaua electrica, cat si pe generator de curent.
Alegrea aparatului de taiere cu plasma, cu o capacitatea de taiere corespunzatoare pentru materialul ce doriti sa fie debitat, este foarte importanta. Astfel ca, pentru debitatea de materiale metalice cu grosimi cuprinse intre 0.5 – 20 mm se poate opta pentru folosire de aparate de taiere cu plasma cu alimentare monofazata (230V). In gama de aparate de taiere cu plasma marca Velt, pentru grosimi de taiere intre 0.5-20mm, va recomandam modelul:
In situatia in care doriti sa taiati (debitati) piese ale caror grosime depasesc 15-20 mm, este necesara alegerea unui echipament trifazic. Varianta corespunzatoare pentru aceste grosimi de taiere din gama de aparate de taiere cu plasma Velt este:
Aparatul de taiat cu plasma Velt 100, mai sus mentionat, poate taia materiale cu grosime de maxim 40 mm.
Cu toate ca este un procedeu relativ simplu de utilizat, pentru a nu intampina dificultati in utilizarea unui aparat de taiere cu jet de plasma manual, trebuie sa cunoasteti cateva elemente cheie ce vor face diferenta intre a lucra corect si usor sau nu a reusi sa taiati deloc.
Avand libertatea de miscare a pistoletului, acest lucru uneori poate crea batai de cap. Pentru a nu intampina probleme trebuie sa va asigurati ca:
- Alimentam aparatul de taiere cu plasma la o sursa de curent electric. Sursa de curent trebuie sa fie conforma si sa furnizeze tensiune de alimentare in parametrii (230 V +-15% in cazul aparatului de taiere cu plasma Velt CUT 60 sau 400V +-10% in cazul aparatului de taiere cu plasma Velt CUT 100). Daca echipamentul de taiere cu plasma se alimenteaza printr-un prelungitor, acesta trebuie sa fie corect dimensionat, astfel incat caderea de tensiune pe acel cablu sa fie cat mai mica;
- Sursa de aer (compresorul) sa furnizeze constant debitul de aer cerut de aparatul de taiere cu plasma (minim 120l/min);
- Reglarea debitului de aer de pe regulatorul de presiune de pe aparat (4.5 – 5.5 bari);
- Reglarea amperajului astfel incat sa obtinem o suprafata de taiere cat mai curata si o viteza cat mai mare de executie;
- Este esentiala verificarea consumabilelor din capul de taiere. (duza cupru, electrod , duza ceramica si distantier ceramic),;
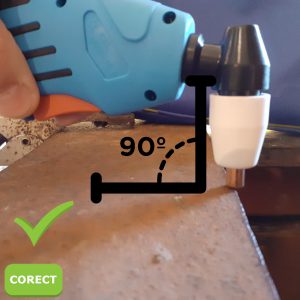
- Capul de taiere trebuie tinut perpendicular pe piesa (tabla), astfel incat intreaga suprafata a duzei din cupru sa fii in contact cu piesa, formand un unghi de 90 grade cu aceasta. Acest lucru este valabil doar la utilizarea aparatului Velt CUT 60 Plasma Invertor Profesional 230V.
- Aparatul de taiere cu plasma Velt CUT-100 Plasma Invertor Profesional 400V, fiind prevazut cu arc pilot (amorsare de la distanta a arcului de taiere cu plasma), nu necesita contact cu piesa atunci cand initiati taierea. Cu alte cuvinte, duza din cupru nu trebuie tinuta in contact cu piesa. La acest model, lucrul cu duza in contact pe tabla (piesa ce trebuie taiata), duce la deteriorarea acesteia.

- In momentul in care se doreste taierea unei table in bucati, duza din cupru trebuie sa fie la marginea tablei, astfel incat materialul topit rezultat din taiere se cada sub piesa, fara a afecta duza de cupru.

- Consumabilele se pot deteriora daca viteza de deplasare pe piesa este mare si materialul topit rezultat la taiere este aruncat inapoi catre acestea. Viteza de deplasare trebuie sa fie sincronizata cu materialul topit ce este suflat sub tabla.
- In situatia in care este nevoie sa facem gauri in diverse piese (table, tevi) sau se doreste inceperea procesului de taiere cu plasma din centrul unei piese, capul de taiere se tine inclinat la un unghi de 45-60 grade, astfel incat materialul topit rezultat sa fie suflat in lateral. Dupa ce se face strapungerea, in unghiul de 45-60 grade, in cazul in care se doreste continuarea taierii, capul de taiere cu plasma trebuie sa revina la pozitia perpendicular pe material iar viteza de taiere trebuie sa fie adaptata grosimii materialului astfel incât jetul de plasma sa strapunga in permanenta metalul. Deplasarea cu o viteza prea mare duce la deteliorarea duzei din cupru iar deplasarea cu o viteza prea mica poate duce la intreruperea arcului electric si implicit la stoparea procedeului de taiere cu plasma.

- Este obilgatoriu sa folositi echipament de protectie.
Utilizatorii nexperimentati in procedeul de taiere cu plasma, comit fara sa stie cateva greseli comune care ii impiedica sa taie corect. In momentul in care sesizati ca nu sunteti multumiti de felul in care taie aparatul cu plasma, va rugam sa verificati sa nu va aflati intr-una dintre situatiile de mai jos:
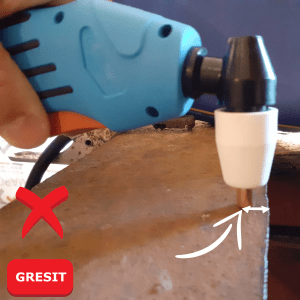
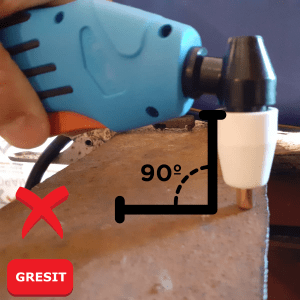
1. Pozitia de taiere nu este corespunzatoare.
In continutul de mai sus, am explicat cum este corect sa utilizati torta de taiere a aparatelor Velt CUT 60 (230V) si Velt CUT 100 (400V). Chiar daca nu sesizati, daca utilizati tortele de taiere intr-o pozitie necorespunzatoare, taierea efectiva nu va efectua sau se va efectua la o calitate foarte proasta. Va rugam verificati pozele de mai jos sa nu va aflati intr-una dintre situatiile exemplificate:
Velt CUT 60 Plasma Invertor Profesional – 230V – initierea taierii piesei de lucru

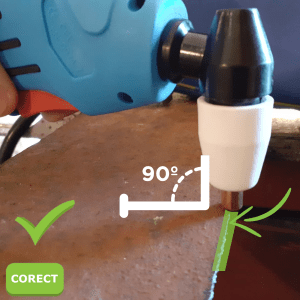
Velt CUT 60 Plasma Invertor Profesional – 230V – executarea de gauri in piesa de lucru

2. Consumabilie sunt uzate si necesita inlocuire
Incercarea de a taia cu consmabilele uzate, poate duce la stricarea piesei de lucru sau chiar a tortei de taiere. Un utilizator incepator trebuie sa verifice integritatea pieselor consumabile in momentul in care taierea nu mai este optima. In functie de materialul si grosimea piesei de taiere, consumul de duze si electrozi de taiere poate varia.
3. Asamblarea incorecta a pieselor consumabile pe torta de taiere
In functie de modelul de aparat de taiere cu plasma marca Velt, pe care il alegeti, torta si piesele consumabile pentru aceasta sunt diferite. Fie ca nu montati toate piesele sau nu sunt pozitionate corect ca sa fie stranse corect de catre duza de ceramica, toate aceste mici scapari, pot determina o taiere incorecta, un consum mare de consumabile sau stricarea acestora. Daca remarcati anumite elemente nesatisfacatoare in taierea cu plasma, ar fi bine sa verificati daca toate piesele sunt pozitionate corect in varful tortei de taiere.
4. Taierea cu o viteza prea mica sau prea mare
Calitatea taierii va fi afectata indiferent ca deplasati torta de taiere prea repede sau prea incet. Daca viteza de avans este prea mica, veti remarca o acumulare de zgura depusa pe muchia taiata si/sau o largire mare a fantei de taiere. In cazul in care viteza de taiere este prea mare, duza de cupru (piesa consumabila) se va strica foarte repede, iar muchia de taiere va acumula o zgura intaritia, ce se va indeparta cu dificultate. Daca taierea cu plasma se face la o viteza optima de deplasare, veti avea o muchie de taiere relativ curata ce nu va necesita multe operatiuni de finisaj.
5. Arcul de taiere cu plasma este obstructionat
In cazul in care sub piesa care se taie, exista alte piese sau obiecte ce pot obstructiona jetul de plasma rezultat din taiere, acesta „se va intoarece” si va strica duza de cupru (piesa consumabila a tortei de taiere cu plasma) si poate deforma si materialul debitat. Problema aceasta nu o intampinam la debitarea de tevi rectangulare, patrate sau rotunde, cand vorbim de obstructionare, ne referim la o piesa ce sta lipita de piesa ce trebuie taiata.
Exemplu : Daca debitam cu plasma o tabla cu grosime de 10 mm, iar sub aceasta avem lipita o tabla de 20 mm, arcul electric si materialul topit rezultat din taiere se va intoarce inapoi catre pistolet, stricand consumabilele acestuia (duza de cupru, electrod, distantier ceramic si duza ceramica ale pistoletului de taiere cu plasma – model PT31 in cazul aparatului VELT CUT 60 sau model P80 in cazul aparatului de taiere cu plasma VELT CUT 100, unde avem urmatoarele consumabile: electrod, duza si duza ceramica)
6. Lovirea tortei de taiere
In cazul operatorilor neexperimentati in taierea cu plasma, dar care au experienta in sudura, se poate manifesta o tendinta de a lovi duza de cupru a tortei de taiere (similar cu initierea sudurii cu electrod invelit) de piesa debitata sau o apasare a tortei pe piesa. Acest comportament poate afecta iremediabil torta de taiere cu plasma sau consumabilele acesteia.