Sudarea tablei Leave a comment
Sudarea tablei
Pentru realizarea de suduri pe table de grosimi mici, se pot folosi procedee de sudare prin topire sau procedee de sudare prin presiune.
Procedeele de sudare prin topire folosite sunt:
– Procedeul de sudare MIG/MAG;
– Procedeul de sudare WIG;
– Procedeul de sudare manuala cu electrod invelit;
Procedeele de sudare prin presiune sunt:
– Procedeul de sudare prin presiune in puncte;
– Procedeul de sudare in linie;
– Procedeul de sudare in relief;
Procedeele de sudarea prin presiune inlocuiesc nituirea si se aplica la imbinarea, prin suprapunere a tablelor sau profilelor metalice.
Pentru sudarea tablei subtiri cu grosime de perete sub 3 mm cel mai avantajos procedeu de sudare este procedeul de sudare MIG/ MAG, cu acest procedeu putem realiza cusaturi aspectuoase fara strapungeri, cu viteze marite de sudare. Atunci cand se foloseste procedeul de sudare manuala cu electrozi inveliti, tehnica de sudare este prin punctare, iar electrozi folositi sunt de diametru cat mai mic.
Tablele si profilele cu grosimea peretelui sub 1 mm se pot suda cu toate procedeele de sudare amintite mai sus, dar folosind tehnici diferite in functie de procedeul ales.
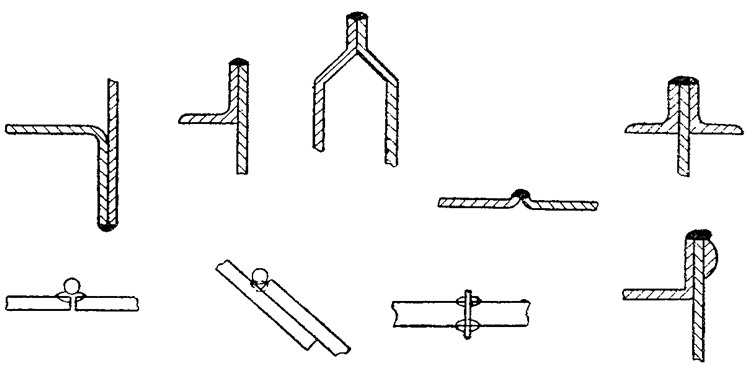
Scheme de sudarea tablei subtiri cu arc electric:
– cu margini restranse sau pe muchie;
– cu metal de adaos prins de-a lungul rostului;
– pe muchie cu intaritura din otel.
Sudarea tablei subtiri cap la cap se poate realiza folosind un suport din tabla de cupru, acesta avand rol de sustinere a baii de metal topit sau de preluare a temperaturii degajate de arcul electric. Acest tip de sustinere a baii de metal topit este folosit, nu numai la tablele de grosimi mici ci si la tablele de grosimi mari, acolo unde se doreste o patrundere constanta pe intreaga lungime a sudurii.
Pentru sudarea tablei subtiri sub 1 mm se folosesc de obicei sarme de sudare sau electrozi inveliti cu diametrul aproximativ egal cu grosimea tablelor ce urmeaza a fi sudate. O formula de calcul pentru debitul gazului de protectie atunci cand se foloseste procedeul de sudare MIG/MAG exprimat in l/min, trebuie fie de 10 -12 ori diametrul sarmei exprimat in mm. De exemplu: ø sarma = 1,2 mm sarma rezulta un debit de gaz cuprins intre 12-14 l/min.
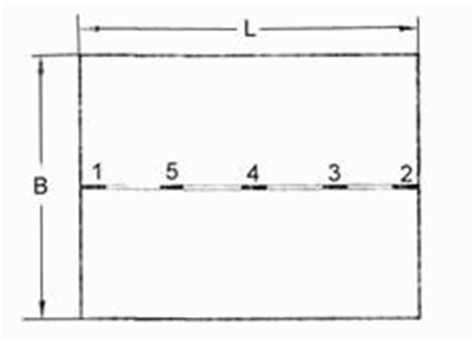
Tehnici de sudare a tablelor subtiri;
In schemele de mai jos sunt reprezentate doua moduri de sudare, dupa prindere, a cusaturilor de table subtiri;
Cazul 1 se indica modul de executie a sudurilor in trepte inverse (pas de pelerin), in cazul cand lungimea de sudat nu trece de 0,5- 0,6 m si se incepe de la un capat, sudandu-se in trepte inverse pana la celalalt capat, ultima trepta se executa in sens direct.
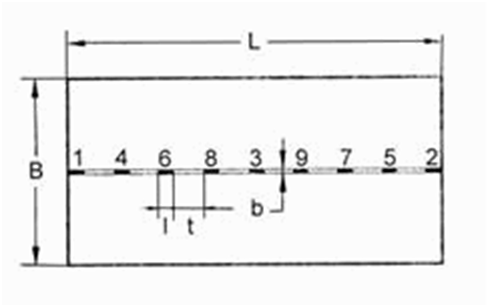
Cazul 2 se indica modul de sudare in cazul cusaturilor lungi, unde se incepe de la mijloc si se sudeaza in sens invers sensului de inaintare conform sagetilor, in ordinea: 1,2,3 etc. Ultimele trepte de suduri la capete se executa in sensul de inaintare al sudarii. Prin aceasta ordine de sudare se obtin tensiunile interne si deformatiile cele mai mici.
Pentru a elimina tensiunile si deformatiile care apar in urma procesului de sudare:
– încalzirea cât mai redusa a materialului prin utilizarea unor procedee de sudare cu energie lineara cat mai mica;
– curent de sudare mic;
– sudarea cu viteza mare;
– realizarea unor suduri cu calibre cât mai mici (conform tabel suduri / proiect);
– sudarea intermitenta ( în hafturi ) – daca este prevazuta in documentatia de executie;
– preîncalzirea pieselor înainte de sudare micsoreaza diferenta de temperatura dintre piesa, ceea ce duce la reducerea deformatiilor;
– pozitionarea corespunzatoare a pieselor, pentru ca prin deformare ele sa fie aduse în pozitia dorita;
Masuri pentru inlaturarea deformatiilor:
– indreptarea la cald – se aplica pieselor de otel cu continut scazut de carbon, constând in realizarea unor încalziri usoare asfel încât sa se asigure o deformare a pieselor egala si de sens contrar cu cea aparuta la sudare;
– tratamentul termic al piesei dupa sudare – urmareste eliminarea tensiunilor interne. Dezavantajul acestei tehnici este faptul ca se face numai in cuptoare speciale si dimensiunile pieselor supuse acestor tratamente sunt limitate.
– ciocanirea usoara a cusaturii si a zonelor învecinate cu un ciocan cu fete rotunjite pentru a se elimina tensiunile prin detensionare mecanica.
Sudarea tablei subtiri se poate efectua cu aparate de sudura profesionale precum: